235 સ્ટ્રીપ સ્ટીલ


ટૂંકું વર્ણન:
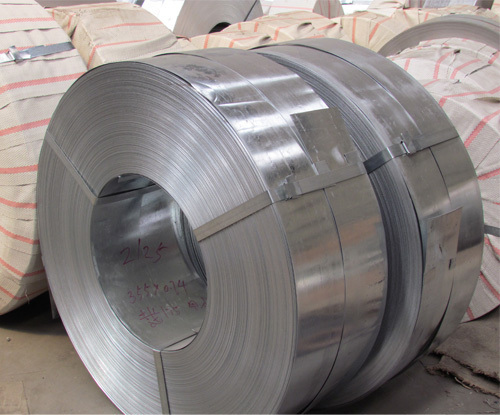
સ્ટ્રીપ સ્ટીલ સામાન્ય રીતે કોઇલમાં પૂરા પાડવામાં આવે છે, જેમાં ઉચ્ચ પરિમાણીય ચોકસાઈ, સારી સપાટીની ગુણવત્તા, સરળ પ્રક્રિયા, સામગ્રીની બચત વગેરેના ફાયદા છે.સ્ટીલ પ્લેટની જેમ જ, સ્ટ્રીપ સ્ટીલને વપરાયેલી સામગ્રી અનુસાર સામાન્ય સ્ટ્રીપ સ્ટીલ અને ઉચ્ચ-ગુણવત્તાવાળી સ્ટ્રીપ સ્ટીલમાં વિભાજિત કરવામાં આવે છે;પ્રક્રિયા પદ્ધતિ અનુસાર, તેને હોટ-રોલ્ડ સ્ટ્રીપ અને કોલ્ડ-રોલ્ડ સ્ટ્રીપમાં વિભાજિત કરવામાં આવે છે.
કોલ્ડ રોલ્ડ સ્ટ્રીપની ઉત્પાદન પ્રક્રિયા સામાન્ય રીતે નીચે મુજબ છે: અથાણું → રોલિંગ → પ્રક્રિયા લ્યુબ્રિકેશન → એનિલિંગ → લેવલિંગ → શીયરિંગ → પેકેજિંગ.
કોલ્ડ રોલ્ડ સ્ટ્રીપ પ્રક્રિયા: અથાણું – રોલિંગ – એનેલીંગ – રોલિંગ સાઈઝનું સિંક્રનસ લ્યુબ્રિકેશન – એન્ટીરસ્ટ ઓઈલ – લેવલિંગ અને સાઈઝિંગ – પોલિશિંગ – પેકેજિંગ
હોટ સ્ટ્રીપ રોલિંગ પ્રક્રિયા: હીટિંગ ફર્નેસ — ડિફોસ્ફોરાઈઝેશન મશીન — રફિંગ મિલ — ડિફોસ્ફોરાઇઝેશન મશીન — ફિનિશિંગ મિલ — સપાટીની ગુણવત્તાનું નિરીક્ષણ સાધન — લેયર કૂલિંગ — કોઈલર — બેલર — માર્કિંગ મશીન — રોલિંગ સ્ટોક સ્લેબ
હોટ રોલ્ડ સ્ટ્રીપ ઉત્પાદન પ્રક્રિયા: સૌપ્રથમ, હીટિંગ ફર્નેસમાં તાપમાનને જરૂરી રોલિંગ તાપમાન સુધી વધારવું, પછી સ્લેબ દ્વારા પેદા થતા આયર્ન ઓક્સાઇડ સ્કેલને ટ્રીટ કરવા માટે રોલર ટેબલ દ્વારા રફિંગ ડિફોસ્ફોરાઇઝેશન મશીન દાખલ કરો, પછી રોલ કરવા માટે રફિંગ રોલિંગ યુનિટ દાખલ કરો. સ્ટ્રીપની પહોળાઈ અને જાડાઈ, અને પછી તેને રોલર ટેબલમાંથી ફિનિશિંગ ડિફોસ્ફોરાઈઝેશન મશીન પર લઈ જાવ જેથી સ્ટ્રીપની સપાટી પર જનરેટ થતા આયર્ન ઑક્સાઈડ સ્કેલની સારવાર કરી શકાય, તેની જાડાઈ અને પહોળાઈના વધુ ચોક્કસ રોલિંગ માટે ફિનિશિંગ રોલિંગ યુનિટ દાખલ કરો. સ્ટ્રીપ સ્ટીલ.સ્ટ્રીપ સ્ટીલના સપાટીના તાપમાનને રોલર ટેબલ દ્વારા કોઈલિંગ પહેલાં સ્તર ઠંડક દ્વારા સખત રીતે નિયંત્રિત કર્યા પછી, તે સ્ટીલની કોઈલ બનવા માટે કોઈલરમાં પ્રવેશ કરે છે.અંતે, તેને બંડલ કરવામાં આવે છે, છાંટવામાં આવે છે અને સંગ્રહ અને પેકેજિંગ માટે કોઇલ વેરહાઉસમાં મોકલવામાં આવે છે.





